 Log Saw / Band Saw
Log Saw / Band Saw
TB-BS160 Band Saw
High-precision band saw system for stable cutting at 150 cuts/min. Specifically designed for log diameters up to 150mm, featuring a versatile cutting length range from 20mm to 1500mm.
View Details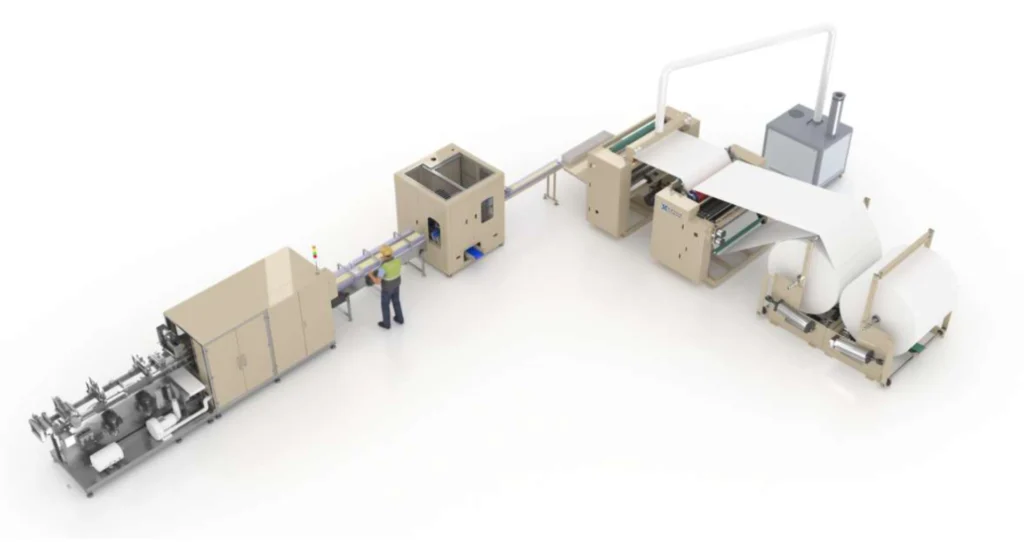


Discover our complete range of tissue converting solutions
Log Saw / Band Saw
High-precision band saw system for stable cutting at 150 cuts/min. Specifically designed for log diameters up to 150mm, featuring a versatile cutting length range from 20mm to 1500mm.
View Details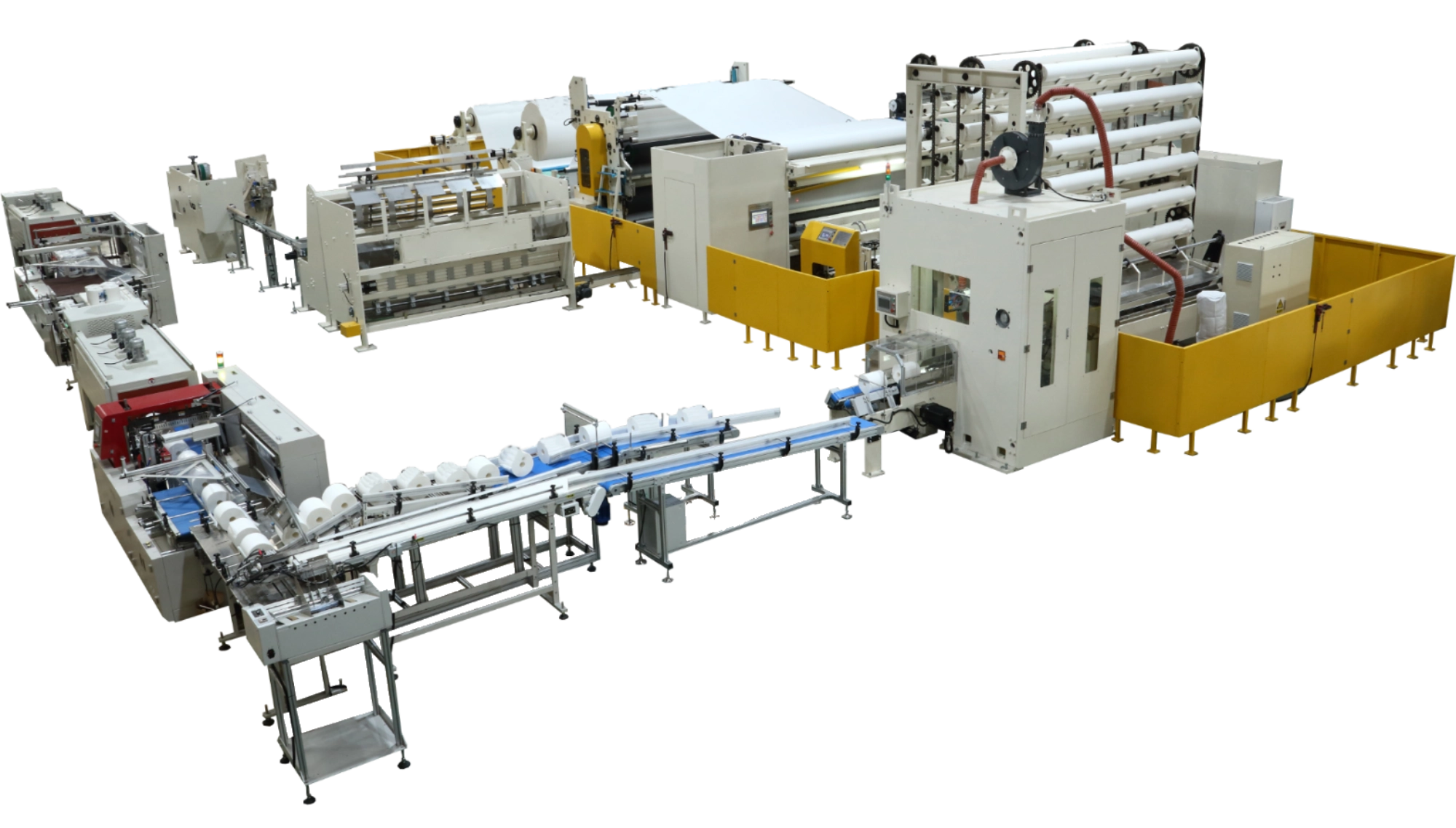 Non-Stop Rewinders
Non-Stop Rewinders
High-performance non-stop line running at 500 m/min. Features Siemens & Schneider Electric core for zero-latency control and heavy-duty support for 3,000kg jumbo rolls.
View Details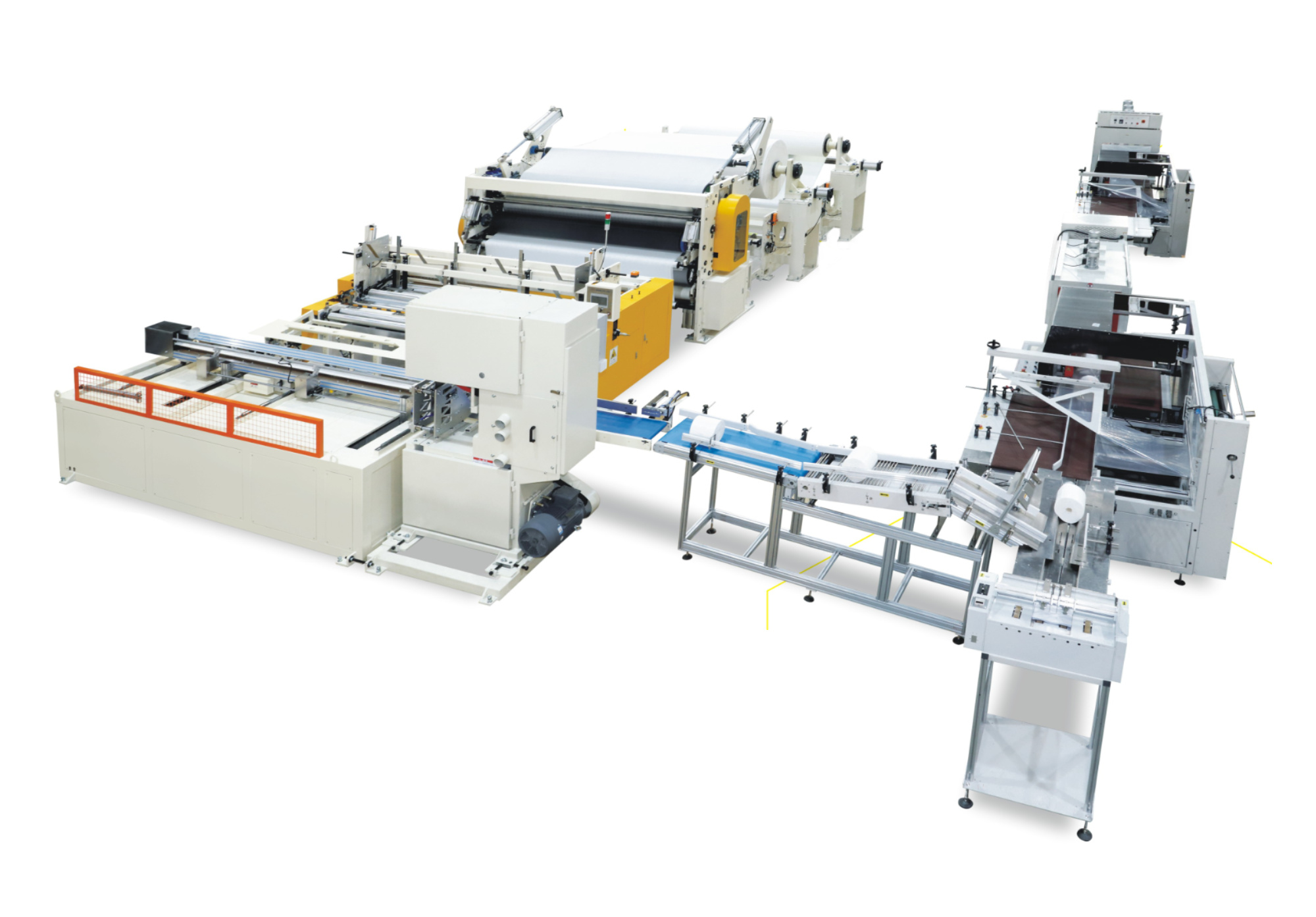 Start-Stop Rewinders
Start-Stop Rewinders
Ultra-high speed start-stop rewinder delivering an industry-leading 400 m/min. Engineered for industrial-scale output up to 35 logs/min, featuring precision control and a 10" touch screen HMI.
View Details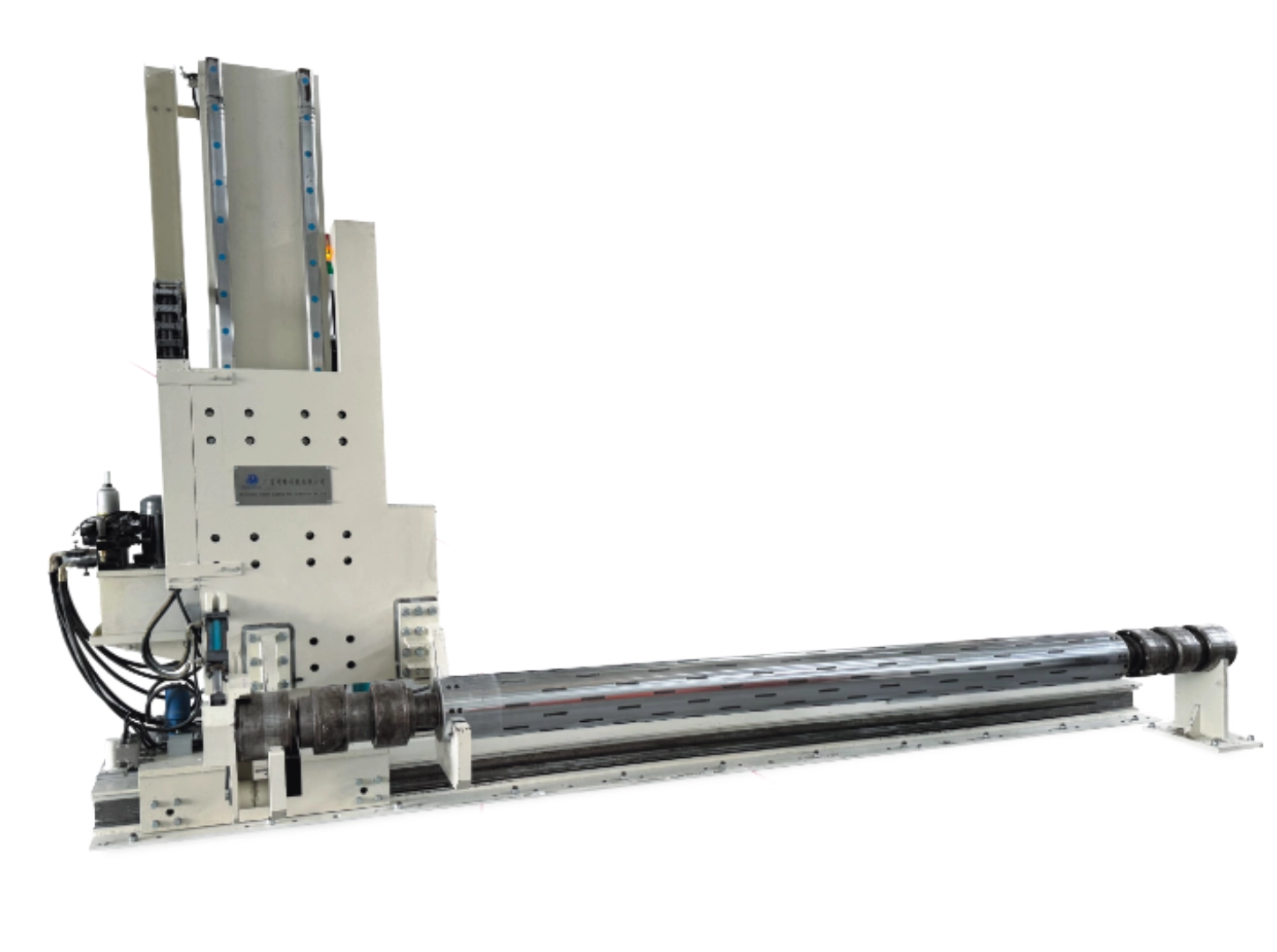 Shaft Pullers
Shaft Pullers
Heavy-duty hydraulic extraction system capable of pulling 3,000kg spools. Features auto-alignment and safety sensors, reducing changeover downtime by up to 50%.
View Details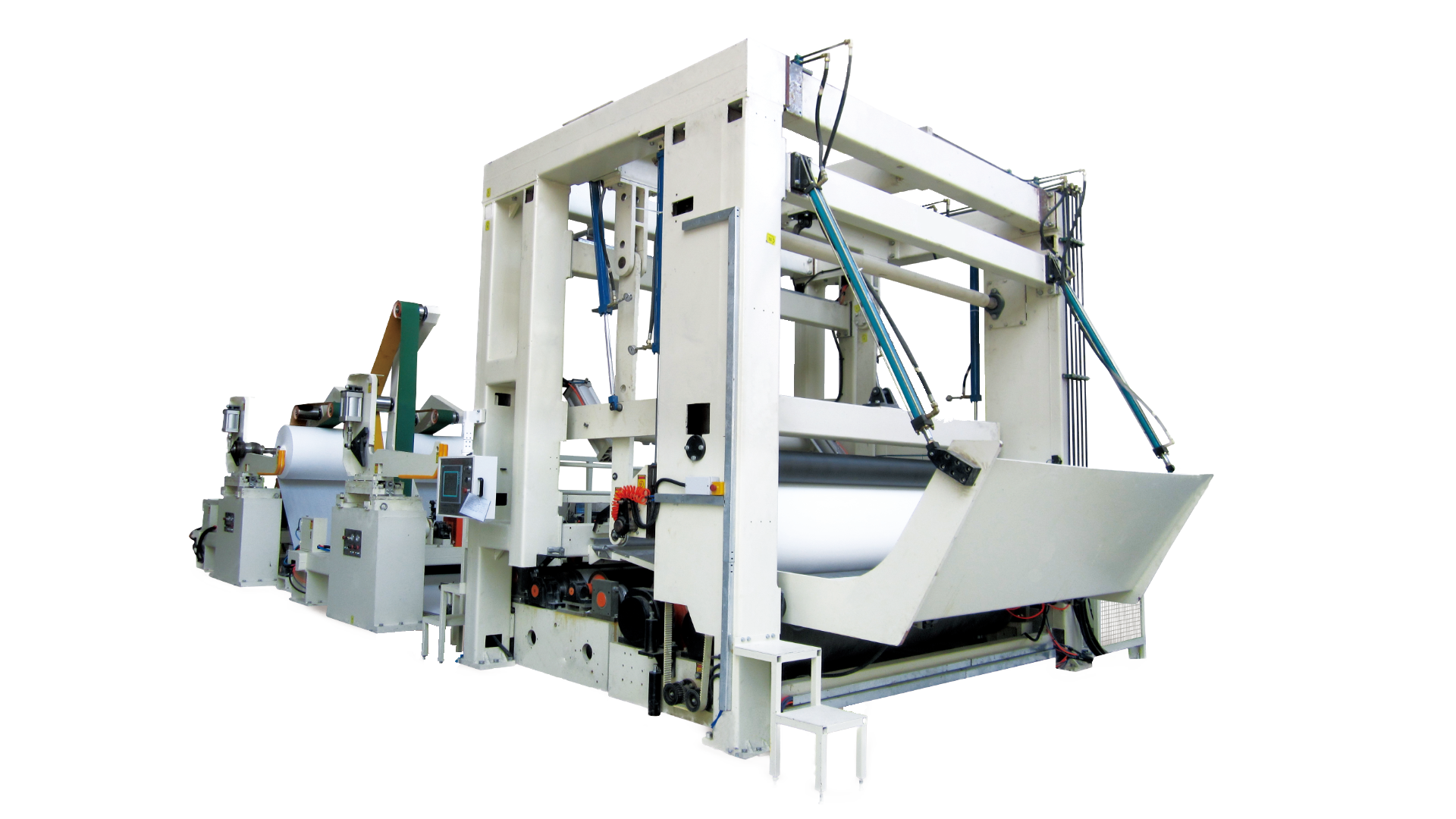 Slitting Rewinders
Slitting Rewinders
Engineered for perfect edge quality at 1500 m/min. Features Siemens Motion Control, fully automated roll change, and hydraulic discharge for maximum efficiency.
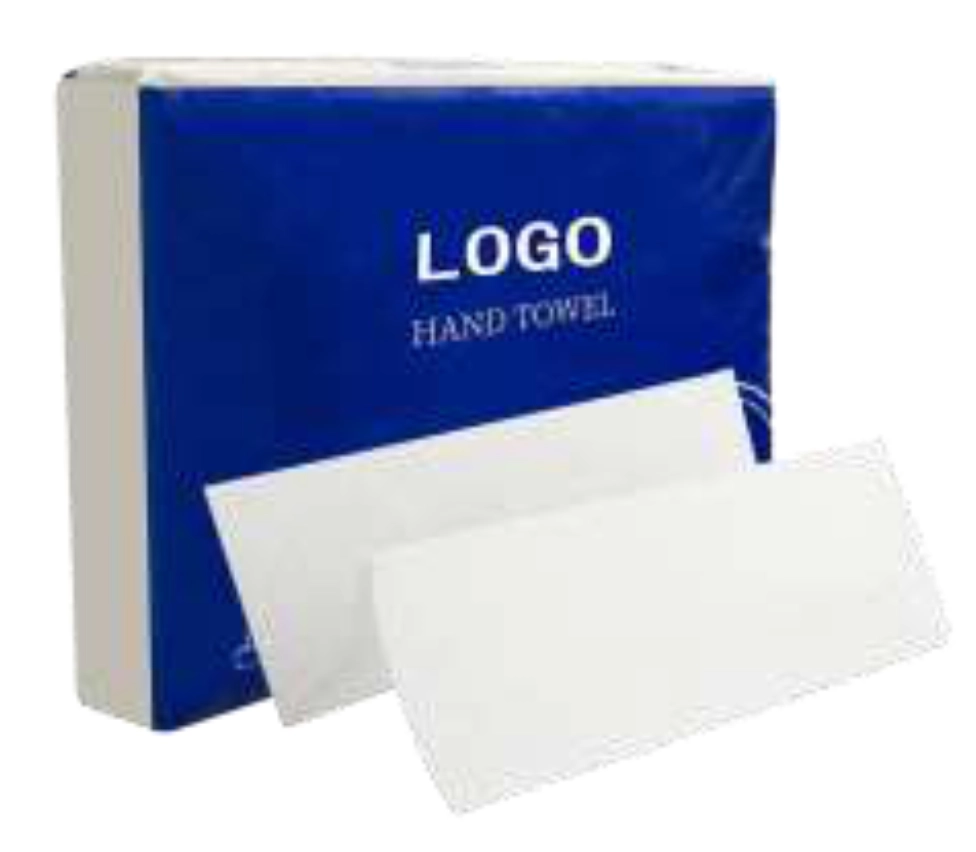
View Details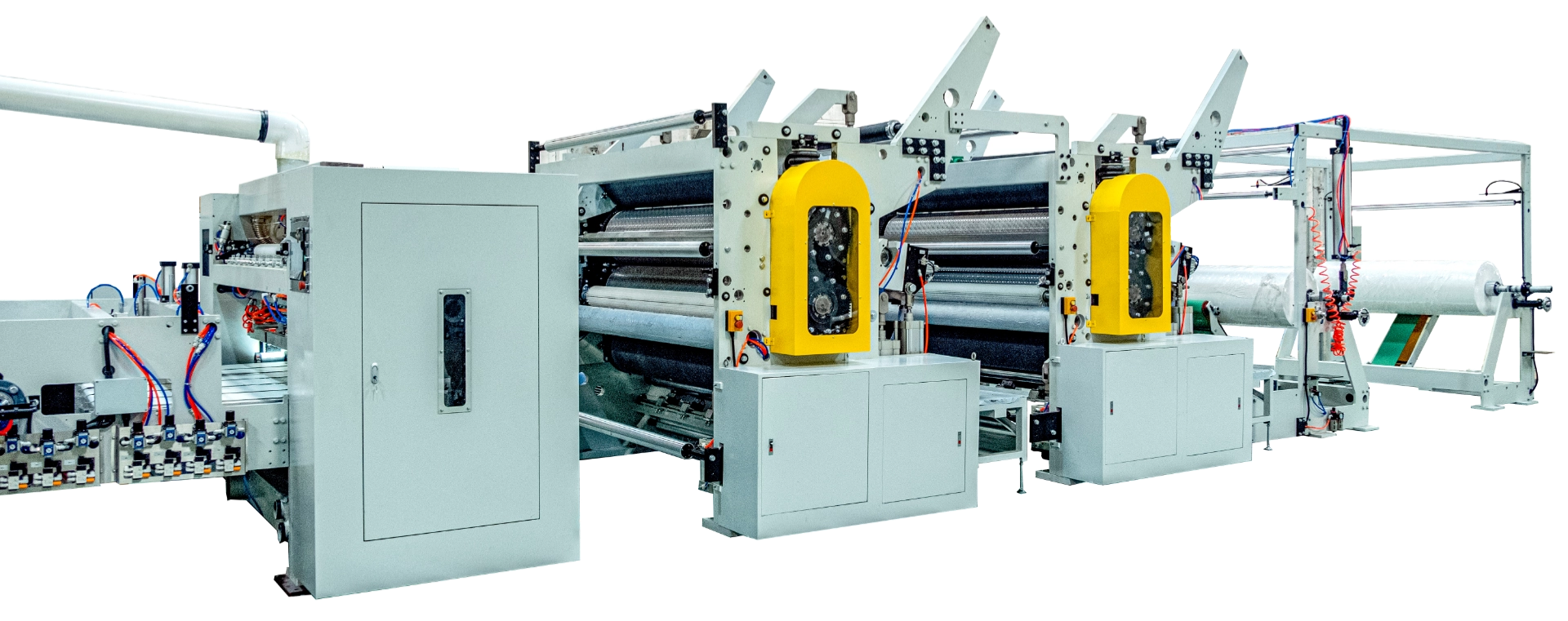 Hand Towel Lines
Hand Towel Lines
High-speed vacuum folding system for V-Fold hand towels. Designed for 32-42 gsm wet strength paper, ensuring continuous 24/7 operation with automatic transfer.
View Details